Bringing an Old Wood Lathe Back to Life
I recently found a good deal on Craigslist for a 9″x 30″ Craftsman wood lathe. The lathe is in good shape and came with a spike dead center for the tailstock and a 4 point spike for the headstock. The lathe has 1MT tapers on both the spindle and tailstock. These work great for turning table legs, lamp posts and candlesticks, but not for cups, goblets, bowls or anything that needs to be hollowed out or has a bored out center.
The photo below shows the completed project with the chuck and adapter mounted to the lathe.

This project will be split into several articles. In this article we will discuss the planning of the project and the creation of a spindle copy which will allow for machining the external threads of the adapter once the internal threads are machined.
I found a Nova Midi chuck at the local Woodcraft store for a good price and picked it up.

Unfortunately, they did not have a spindle adapter that would adapt my lathe spindle to the chuck. The wood lathe has a 3/4″ 16 TPI spindle and the chuck requires a 1″ 8 TPI spindle.

Since I have a 7×10 Mini-Lathe, machining a chuck adapter seemed like a great project. This project would end up being the most complex machining project I had worked on up to this time. It involved drilling, boring, threading, turning and facing. All of the operations had to work together with enough precision to fit an old lathe and a new chuck.
Planning out the Machining Process
Since the lathe spindle and the chuck are not compatible, the spindle would need an adapter to be able to attach the chuck, so I began making plans about how to build an adapter.
Starting with a 1.5″ diameter steel rod, I would need to cut it to a rough length of 1.5″. The adapter would need to be bored out to accept the 3/4″ 16 TPI spindle, then it would need to be chucked in a way that I can cut the 8 TPI external threads. This process would require at least the following steps:
- Make a 3/4″ 16 TPI spindle copy to hold the adapter during external turning operations.
- Cut the stock to the correct length.
- Face both sides of the steel stock.
- Bore out the center of the stock to the correct size
- Cut the 3/4″ 16 TPI internal threads.
- Turn the outside of the stock to the correct size
- Cut the 8 TPI external threads.
- Turn a register on the back side of the adapter that will mate to the spindle register on the wood lathe.
Making the Spindle Copy
In order to ensure that the internal 3/4″ 16 TPI threads would mate to the spindle, it would be nice to be able to test the threads out. Since the wood lathe spindle cannot be removed without a lot of work, I would need to turn a copy of the 3/4″ 16 TPI threads of the spindle. Once made, this spindle copy can be used to hold the adapter while the external threads and register are being machined.
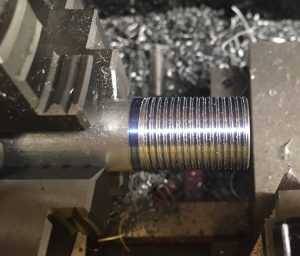
At the time, a 3/4″ 16 TPI threading operation was the largest thread I had ever attempted. Having performed a couple of other thread cutting operations, I figured that I could turn the spindle copy fairly easily. I decided to use a 4″ length of 3/4″ 6061 aluminum stock for the spindle copy.
Cutting threads in the aluminum stock was very easy to do under power. With a .050″ relief cut at the back end of the threads, there was plenty of room to disengage the carriage from the lead-screw.

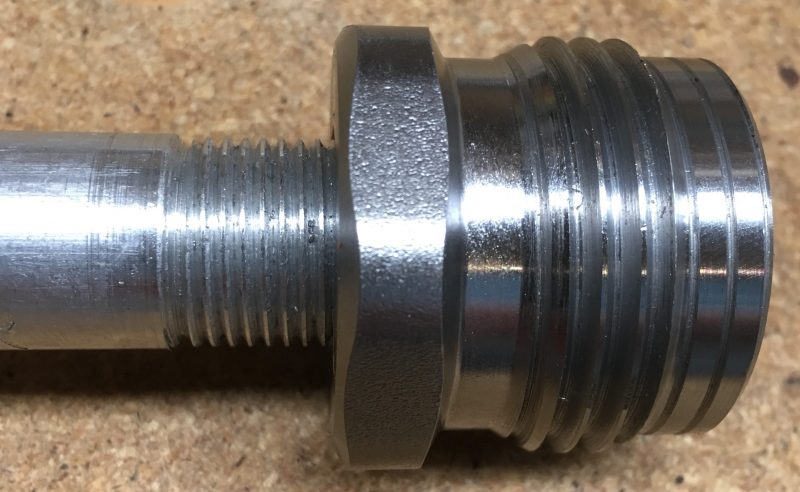
In order to test the spindle copy threads, I used an existing female 3/4″ 16 TPI adapter for another chuck. The new aluminum spindle copy fit into the test adapter just right.
In the next article, we will look at the internal drilling, boring and thread cutting of the adapter.